Следното е комплетен производствен процес од SMT (технологија на површинска монтажа) до DIP (двоен внатрешен пакет), до откривање на вештачка интелигенција и ASSY (склопување), со технички персонал кој обезбедува насоки во текот на процесот. Овој процес ги опфаќа основните врски во електронското производство за да се обезбеди висококвалитетно и ефикасно производство.
Комплетен процес на производство од SMT→DIP→AI инспекција→ASSY
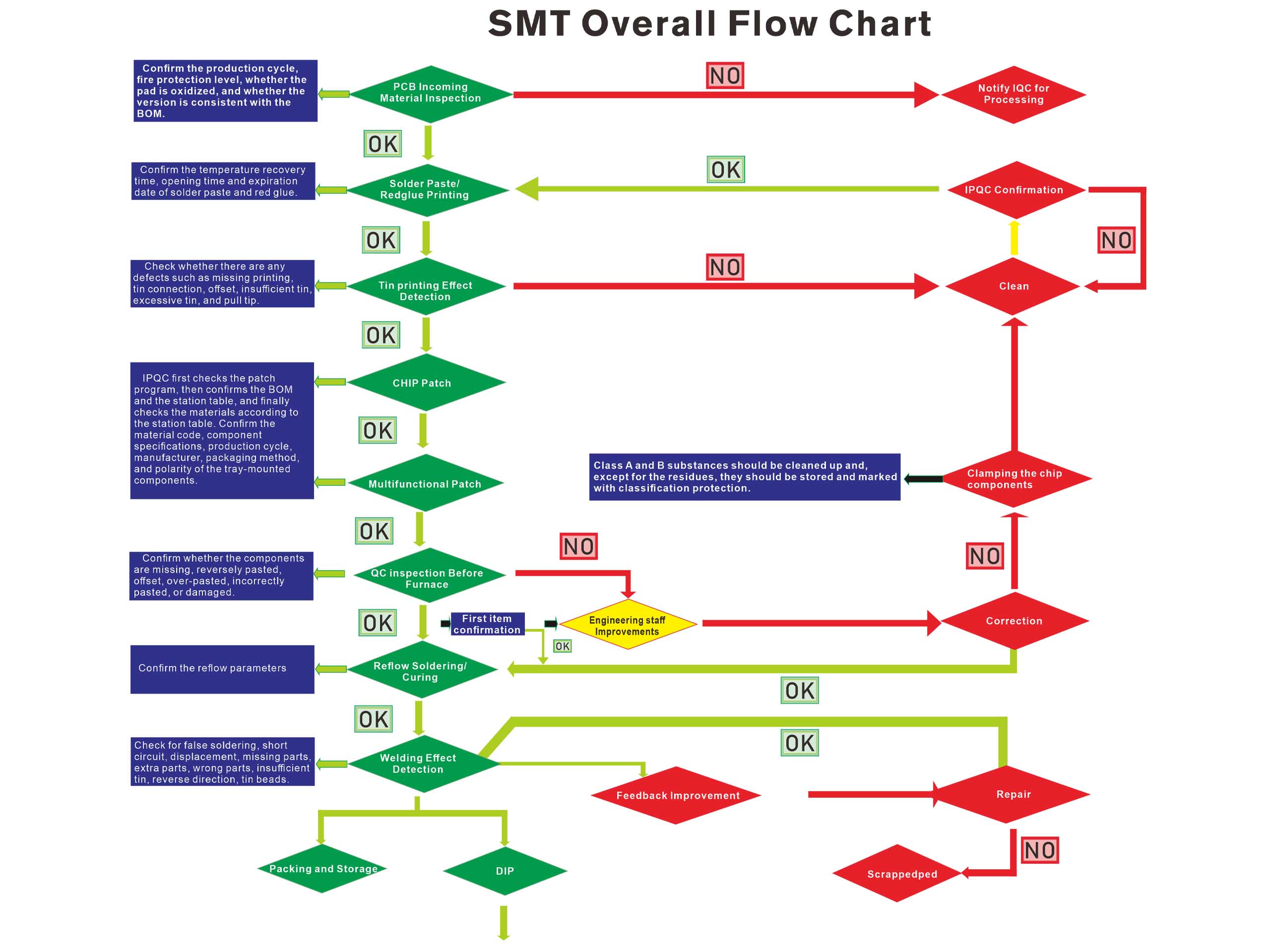
1. SMT (технологија за површинско монтирање)
SMT е основниот процес на електронското производство, главно се користи за инсталирање на компоненти за површинско монтирање (SMD) на ПХБ.
(1) Печатење на паста за лемење
Опрема: печатач за паста за лемење.
Чекори:
Поправете ја ПХБ на работната маса на печатачот.
Прецизно испечатете ја пастата за лемење на перничињата на ПХБ преку челичната мрежа.
Проверете го квалитетот на печатењето со паста за лемење за да се осигурате дека нема офсет, печатење што недостасува или препечатување.
Клучни точки:
Вискозноста и дебелината на пастата за лемење мора да ги исполнуваат барањата.
Челичната мрежа треба редовно да се чисти за да се избегне затнување.
(2) Поставување на компоненти
Опрема: Изберете и поставете машина.
Чекори:
Ставете SMD компоненти во фидерот на SMD машината.
SMD машината ги зема компонентите преку млазницата и прецизно ги поставува на одредената позиција на ПХБ според програмата.
Проверете ја точноста на поставувањето за да се осигурате дека нема поместување, погрешни делови или делови што недостасуваат.
Клучни точки:
Поларитетот и насоката на компонентите мора да бидат точни.
Млазницата на машината SMD треба редовно да се одржува за да се избегне оштетување на компонентите.
(3) Лемење со повторно проток
Опрема: Рефлуирачка печка за лемење.
Чекори:
Испратете ја монтираната ПХБ во репроточната печка за лемење.
По четири фази на претходно загревање, константна температура, повторно проток и ладење, пастата за лемење се топи и се формира сигурен спој за лемење.
Проверете го квалитетот на лемењето за да се осигурате дека нема дефекти како што се спојки за ладно лемење, премостување или надгробни споменици.
Клучни точки:
Температурната крива на повторното лемење треба да се оптимизира според карактеристиките на пастата за лемење и компонентите.
Редовно калибрирајте ја температурата на печката за да обезбедите стабилен квалитет на заварувањето.
(4) AOI инспекција (автоматска оптичка инспекција)
Опрема: автоматски инструмент за оптичка инспекција (AOI).
Чекори:
Оптички скенирајте ја залемената ПХБ за да го открие квалитетот на спојките за лемење и точноста на монтирањето на компонентите.
Снимајте и анализирајте ги дефектите и повратните информации за претходниот процес за прилагодување.
Клучни точки:
Програмата AOI треба да се оптимизира според дизајнот на ПХБ.
Редовно калибрирајте ја опремата за да се обезбеди точност на откривање.


2. DIP (двоен внатрешен пакет) процес
Процесот DIP главно се користи за инсталирање на компоненти преку дупка (THT) и обично се користи во комбинација со SMT процесот.
(1) Вметнување
Опрема: рачна или автоматска машина за вметнување.
Чекори:
Вметнете ја компонентата преку дупка во наведената позиција на ПХБ.
Проверете ја точноста и стабилноста на вметнувањето на компонентите.
Клучни точки:
Пиновите на компонентата треба да се исечат до соодветната должина.
Проверете дали поларитетот на компонентата е точен.
(2) Лемење со бранови
Опрема: печка за лемење со бранови.
Чекори:
Ставете ја приклучната ПХБ во печката за лемење со бранови.
Залемете ги игличките на компонентата на влошките за ПХБ преку брановидно лемење.
Проверете го квалитетот на лемењето за да се уверите дека нема споеви за ладно лемење, премостување или истекување на споеви за лемење.
Клучни точки:
Температурата и брзината на лемењето со бранови треба да се оптимизираат според карактеристиките на ПХБ и компонентите.
Редовно чистете ја бањата за лемење за да спречите нечистотии да влијаат на квалитетот на лемењето.
(3) Рачно лемење
Рачно поправете ја ПХБ по лемење со бранови за да ги поправите дефектите (како што се споеви за ладно лемење и премостување).
Користете рачка за лемење или пиштол за топол воздух за локално лемење.
3. Откривање на вештачка интелигенција (откривање на вештачка интелигенција)
Откривањето на вештачката интелигенција се користи за подобрување на ефикасноста и точноста на квалитетното откривање.
(1) Визуелно откривање со вештачка интелигенција
Опрема: Систем за визуелна детекција со вештачка интелигенција.
Чекори:
Снимајте слики со висока дефиниција на ПХБ.
Анализирајте ја сликата преку алгоритми со вештачка интелигенција за да ги идентификувате дефектите при лемење, поместувањето на компонентите и други проблеми.
Создадете тест извештај и навратете го на производствениот процес.
Клучни точки:
Моделот за вештачка интелигенција треба да се обучи и оптимизира врз основа на фактичките податоци за производство.
Редовно ажурирајте го алгоритмот за вештачка интелигенција за да ја подобрите точноста на откривање.
(2) Функционално тестирање
Опрема: Автоматска опрема за тестирање (АТЕ).
Чекори:
Направете тестови за електрични перформанси на ПХБ за да обезбедите нормални функции.
Снимајте ги резултатите од тестот и анализирајте ги причините за неисправните производи.
Клучни точки:
Постапката за тестирање треба да биде дизајнирана според карактеристиките на производот.
Редовно калибрирајте ја опремата за тестирање за да се обезбеди точност на тестот.
4. ASSY процес
ASSY е процес на склопување на ПХБ и други компоненти во комплетен производ.
(1) Механички склоп
Чекори:
Инсталирајте ја ПХБ во куќиштето или држачот.
Поврзете други компоненти како што се кабли, копчиња и екрани.
Клучни точки:
Обезбедете ја точноста на склопувањето за да избегнете оштетување на ПХБ или други компоненти.
Користете антистатички алатки за да спречите статичко оштетување.
(2) Согорување на софтвер
Чекори:
Снимајте го фирмверот или софтверот во меморијата на ПХБ.
Проверете ги резултатите од снимањето за да се уверите дека софтверот работи нормално.
Клучни точки:
Програмата за снимање мора да одговара на хардверската верзија.
Уверете се дека околината што гори е стабилна за да избегнете прекини.
(3) Тестирање на цела машина
Чекори:
Направете функционални тестови на собраните производи.
Проверете го изгледот, перформансите и доверливоста.
Клучни точки:
Тестовите мора да ги покриваат сите функции.
Снимајте ги податоците од тестот и генерирајте извештаи за квалитет.
(4) Пакување и испорака
Чекори:
Антистатичко пакување на квалификувани производи.
Етикетирајте, спакувајте и подгответе се за испорака.
Клучни точки:
Пакувањето мора да ги исполнува барањата за транспорт и складирање.
Снимајте информации за испорака за лесна следливост.

5. Клучни точки
Контрола на животната средина:
Спречете статички електрицитет и користете антистатички опрема и алатки.
Одржување на опремата:
Редовно одржувајте и калибрирајте ја опремата како што се печатачи, машини за поставување, рерни за преточување, печки за лемење со бранови итн.
Оптимизација на процесот:
Оптимизирајте ги параметрите на процесот според реалните услови на производство.
Контрола на квалитет:
Секој процес мора да биде подложен на строга проверка на квалитетот за да се обезбеди принос.







